
![]()
![]()
![]()
![]()
![]()
![]()
![]()
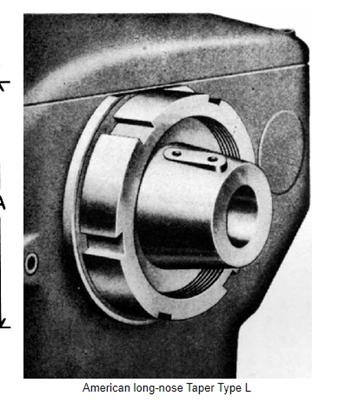
Spindelkopf Analyse für Drehmaschinen für Langkegel
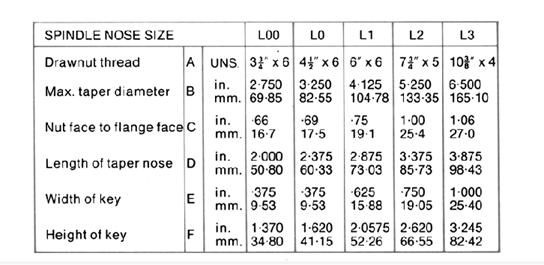
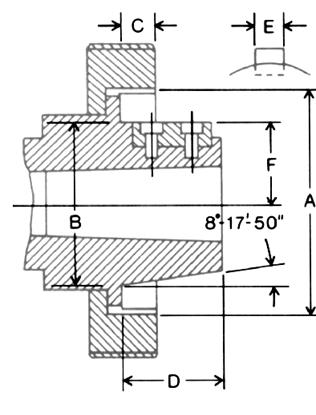
American long-nose taper L
Wi_8_f_19_m_a12_Datensammlung_Spindelkopf_Typ_L_ r9.xls
3. WIAP International erstellte Tabelle
5. Information aus dem Internet L00 bis L3 gute Skizze
6. American Long – Nose Taper L
7. Danke an die Forenbetreiber und alle, die mitmachen
8. Forum Information 1 Drehfutter Meuser
9. Forum Information wo finde ich ein Flansch für Amerikan Standard L0
10. Forum Information über Langkegel Planscheibe beschaffen
11. Forum Information Langkegel Information
12. Forum Information Erdmann Drehbank
13. Forum Information Angelini Drehbank
11. Forum Information Colchester Hackenschlüssel
Die Wiap hat vor sehr vielen Jahren mit +GF+ zu tun gehabt. D.h. die Wurzeln kamen von den Kopierdrehmaschinen. Zentriermaschinen Automation usw. Damals, vor vielen Jahren, wurden die Maschinen hauptsächlich mit den Spindelnasen ASA 6 55021 und 55026 ausgerüstet. 1981 ging die Wiap eigene Wege und rüstete Hunderte von alten Maschinen mit neuen CNC-Steuerungen aus. Eigentlich wurden sie nie mit der Langkegelspindel Typ L konfrontiert. Viele kannten die Camlock DIN 55029 an konventionellen Maschinen. Aber auch DIN 55027 mit dem Drehflansch.
Alle diese 55021 bis 55029 haben eigentlich die gleiche Nase(Kopf). Nicht so der Langkegel, der nachfolgend in der Klärung ist. Wir haben nicht damit gerechnet, dass dieser Langkegel noch an so vielen Maschinen zu finden ist, deshalb sprechen wir das Thema erst jetzt im Jahr 2024 an.
Wir haben viele Jahre mit den Drehmaschinen Storebro Schweden, Heid Stockerau, Zerbst usw. zu tun gehabt, haben selbst einige CNC-Drehmaschinen horizontal und vertikal. (Infos siehe Webseite der WIAP).
Wir haben aber auch schwere Drehmaschinen wie Herkules, MFD, Heyligenataedt und viele andere Drehmaschinen für grosse Stahlwerke und Kunden in Afrika, die Schweizerische Bundesbahn usw. umgebaut. Die schwerste Maschine, die wir umgebaut haben, wog 150 Tonnen.
Da wir in unserer Werkstatt eine nicht zu grosse Drehmaschine suchten, haben wir jetzt eine AVM 165, Angelini, gekauft. Eine Top-Maschine, mit der man gut eine 6-er Toleranz drehen kann. Und was hat sie für eine Spindelnase: Das steht in der Betriebsanleitung L00, wahlweise konnte auch Camlock geliefert werden.
Für diese Maschine wollten wir ein neues 3- und 4-Backenfutter. Die Mail-Anfrage an Röhm und Bison ging raus und sehr lange kam von beiden keine Antwort. Das bewegte uns, das nachfolgende Papier zusammen zu stellen.
Die Antwort kam von beiden sehr spät, aber auf meine Frage mit L00 gingen sie gar nicht ein, nur die Frage was für eine Futtergrösse wollen Sie!
In der Zwischenzeit haben wir 2 Futter und separat 2. Flansche im Internet gekauft.
Damit alte, gute Dinge nicht immer weggeworfen werden, werden wir voraussichtlich solche Flansche auf Lager nehmen.
Denn eines ist klar: Hunderte solcher alten Maschinen stehen herum und werden ab und zu gebraucht. Nicht jeden Tag. Aber warum sie wegwerfen und neue kaufen? Zumal das Neue selten noch aus Europa kommt.
Durch die vielen Umbauten und oft auch Rückbauten bis auf das Maschinenbett haben wir viel gesehen.
Hut ab vor den europäischen Maschinenbauern. Aber auch Hut ab vor den japanischen Maschinenbauern.
Und ich würde mich nicht wagen, über China zu wettern, was heute von dort kommt, auch da unseren Respekt.
Da der Spindelkopf L00 bis L3 vor der Camlock Zeit oft an amerikanischen und europäischen Maschinen angebaut wurde, haben wir uns entschlossen, diese Spindelnase einmal etwas genauer anzusehen. Wir haben mehrere Stunden (eher Tage) investiert, um herauszufinden, was dort vor der Gamlock Spindel Zeit alles passiert ist. In welchen Jahren was wann wie gemacht wurden, sind wir noch dabei herauszufinden.
Achtung: einige Maschinenhersteller aus Europa haben nicht die ganze Norm übernommen. Haben teilweise andere Gewinde an der Mutter gewählt oder auch die Keilbahn / Passfeder metrisch gemacht.
Deshalb unbedingt immer genau messen, was für eine Aufnahme Sie haben.
Wir suchen für unsere Datenerweiterung für uns:
1. Ab wann war diese Spindel mit L00 bis L3 auf dem Markt?
2. USA? Europa?
3. Welche Hersteller in Europa haben Sonderlösungen gewählt?
4. Welche Normen Angaben gibt/gab für die Maschinenhersteller?
Spindelmutter Abmessungen usw.
Möchte ein Student eine Diplomarbeit über die Geschichte der Spindelköpfe an Drehmaschinen schreiben, gerne können Sie uns anfragen.
Danke, Gruss Wiap J/S_I_HP Widmer
System WI8F
Wi_8_f_19_m_a11_Spindelkopf_fuer_Drehmaschinen_Langkegel_r5b.xls
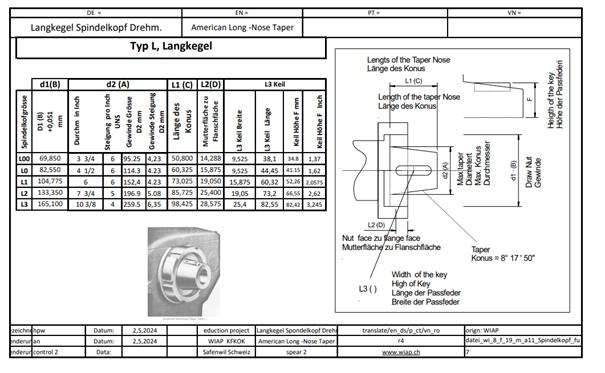
Achtung: einige europäische Drehmaschinenhersteller haben nur den Konus L übernommen, aber das Gewinde der Mutter teilweise auch die Keilbahn nach europäischem System gewählt. Darum messen sie immer das Gewinde genau. Durchmesser, Länge und Keilbahn.
So soll z.B. die Maschine Meuser mit einer Spindel L0 M115 x 3 angewendet worden sein. Normal wäre L0 mit dem Durchmesser 114.3 mit Steigung 4.23.
Anbei die Spezificationen für L0:
http://www.lathes.co.uk/latheparts/page9.html
Ob Meuser die Zöllisch Überwerfmutter Gewinde
angewendet hat?
Mark
Es ist super, dass es Foren gibt. Ich denke, nur so können auch alte Informationen gesammelt werden. Viele Drehmaschinen oder andere Maschinenhersteller sind verschwunden, weg, aber dank den Foren können noch Daten gesammelt werden. Und wir sind froh, dass wir so (mit Ihnen) den Jungen etwas vermitteln können, was sonst gerne vergessen wird. Und alte Unterlagen werden selten ins Netz gestellt, so dass bei der Suche nach Informationen etwas gefunden werden kann. Der Text aus Foren kann die künstliche Intelligenz erkennen, daraus auch ab und zu sehr wertvolles weitergeben, so dass eben schneller als früher auch etwas gefunden wird. Danke, ihr seid super. Danke, dass Ihr euch die Zeit nimmt. Und Danke den Plattformen, die so etwas anbieten, ohne über Geld zu reden. Und aus altem Wissen können noch viele neue Sachen entwickelt werden, deshalb unterstützen wir sowas. Gruss HPW
https://forum.zerspanungsbude.net/viewtopic.php?t=39713
Beitrag von zaehpp » Mo 6. Mai 2019, 15:26
Servus miteinander,
ich hab mal wieder ein Problem, bei dem ich eure Hilfe/Meinung bräuchte.
Bei meiner Meuser M0, Baujahr 1956 (ein gesonderter Bericht darüber wird noch
folgen), hat das Drehfutter seine beste Zeit wohl schon einige Jahrzehnte hinter
sich.
Die Planspirale ist etwas verschlissen und bei einer Bohrbacke fehlt der letzte
Zahn, was natürlich die Spannweite (die ich bei meinem nächsten Projekt
benötige) deutlich einschränkt.
Außerdem waren nur Bohrbacken dabei. Die Bohrbacken habe ich ausgemessen, aber
online keinerlei Ersatzbacken mit diesen Maßen gefunden.
Es handelt sich um ein 200mm WADIRE 3-Backenfutter. Im Netz habe ich praktisch
überhaupt nichts dazu gefunden.
Nun würde ich also - auch wenns ein Haufen Geld ist - ein neues Drehfutter
kaufen.
Da der Futterflansch auch schon nicht mehr ganz so fit ist, und ich es mir
selbst auch nicht ganz zutraue den Flansch auf ein neues Futter anzupassen,
hätte ich eines mit Futterflansch gekauft.
Wenn ich das richtig herausgefunden habe, gäbe es von Bison sogar welche mit L0
Langkegel. Diese Spezifikation wurde mir auch von Meuser genannt.
Hier auf der letzten Seite:
https://www.bison-bial.de/public/data/r ... sdt_de.pdf
Nun zum Problem:
Ich habe meinen Flansch nachgemessen, aber das scheint nicht zu stimmen.
Meine Mitnahmefeder hat 9,8 x 43,8mm und das Gewinde ist ein 115x3
Wie ich die restlichen Maße genau nehmen soll ist mir nicht so ganz klar,
allerdings der angegebene L0-Langkegel mit den bereits gemessenen
Unstimmigkeiten ja ohnehin hinfällig.
Nun bin ich ziemlich ratlos und bin über jeden Ratschlag dankbar.
Hier noch die Maße der Bohrbacken:
(224.04 KiB) 85-mal heruntergeladen
Kariöse Bohrbacke:

Rückseite Drehfutter:

Viele Grüße,
Josef

Beiträge: 387
Registriert: Mo 15. Dez 2014, 19:46
Wohnort: Wien
Kontaktdaten:
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von rotarysmp » Mo 6. Mai 2019, 16:14
Ein Futterflansch zu drehen ist kein grösse Hexerei. Thisoldtony hat sogar eine
unterhaltsame Anleitung gemacht...
https://www.youtube.com/watch?v=uAQLrM1P-YQ&t=2s
Anbei die Spezificationen für L0:
http://www.lathes.co.uk/latheparts/page9.html
Ob Meuser die Zöllisch Überwerfmutter Gewinde angewendet hat?
Mark
Beiträge: 5408
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von elmech » Mo 6. Mai 2019, 18:34
Bei den Langkegeln haben sich die Hersteller nicht an die Ami Normen gehalten und nur den Kegelwinkel übernommen, die Steigung und den Keil, dann halt, ihnen passend, im Meterischem System hergestellt! Was immer wieder zu Ärger führt! Also Gewinde Steigung und Keilgrössen vorher genau bestimmen und vergleichen! Maschinenfabrik Reiden liefert die Futterflansche, inzwischen aus China da eben auch nicht Norm! Freundliche Grüsse Andi
Beiträge: 264
Registriert: So 5. Mai 2013, 17:36
Wohnort: ehem.Vorderösterreich
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von Ciovani » Mo 6. Mai 2019, 18:55
Hallo Zaehpp
Hätte noch einen Futterflansch L0 Mit 115x3mm aus C45 über. Bei Interesse PN.
Gruß Peter

Alzmetall AB 4 Bj 50 Meuser M1 Bj 56 Wilhelm Grupp Bj 79 Kölle Bandsäge Bj 60 Pedrazolli 275DV Bj 78 Kraftpresse Hurth Bj49 Merkle 202LK Bj90
Beiträge: 97
Registriert: Mi 16. Jan 2019, 04:49
Wohnort: LK EI
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von zaehpp » Mo 6. Mai 2019, 19:31
Servus!
Vielen Dank schon mal für eure Antworten!
@Mark:
Die Crux beim selbermachen ist natürlich, dass ich zum einen ein Futter mit
entsprechender Spannweite bräuchte (was ich nicht habe); aber noch viel
problematischer: ich habe die Drehmaschine noch nicht sonderlich lange und komme
aus einer ganz, ganz anderen beruflichen Richtung und habe dementsprechend wenig
Ahnung und Erfahrung damit.
@Mark und Andi:
Richtig, die haben sich eben nicht an die Normen gehalten. Das Gewinde wäre nach
Norm (wenn ich einigermaßen richtig gerechnet habe) einen Durchmesser von
114,3mm und 6 Steigungen pro Zoll, was 4,23mm entsprechen müsste(?).
Ich bin ja bei 115x3

Beiträge: 630
Registriert: Fr 8. Feb 2019, 23:19
Wohnort: Rhein-Main Gebiet
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von Markus_G » Mo 6. Mai 2019, 23:54
Hallo Josef,
den Futterflansch selbst drehen ist zum einen kein Hexenwerk und wird soweit ich
weiß immer direkt auf der Maschine gemacht. Dazu machst Du den "rohen" Flansch
einfach normal auf der Spindel fest. Jetzt nimmst Du einen Drehstahl und drehst
an diesem Flansch einfach einen Absatz der genau den Durchmesser hat den das
Futter rückseitig hat. Den Absatz natürlich nur ein paar Millimeter tief, damit
das Futter später nur auf dem äußeren Ring aufsitzt. Der Flansch bzw. der Ansatz
darauf hat damit den perfekten Rundlauf. Einzig die Befestigungslöcher um das
Futter anzuschrauben mußt Du noch bohren.
Gruß
Markus
Das muss jetzt nicht so genau werden, es kommt auf 5µ nicht an.

Beiträge: 827
Registriert: So 7. Dez 2014, 21:43
Wohnort: Südpfalz
![]()
Re: Drehfutter Meuser Langkegel
Beitrag von bobber » Fr 10. Mai 2019, 12:04
Hallo Josef,
ja, das ist mein bisheriger Kenntnisstand, meine Voest hat Langkegel L0 mit der
zöllischen Gewindevariante, Meuser hatten die Langkegel mit metrischem Gewinde
M115x3.
Das macht die Suche noch schwerer einen richtigen Flansch zu finden, von daher
finde ich das Angebot von Peter gut ![]()
Gruß Florian
- Was ein Schlosser nicht kann, kann niemand -
Fräsmaschine: Kunzmann UF 6N
Drehmaschine: Voest DA 250/1 und Weiler Praktikant 800R
Bohrmaschinen: Gillardon GB40V und Flott TB16
Sägemaschinen: Kasto HBS 210/240 und Mössner Rekord SM320
Beiträge: 97
Registriert: Mi 16. Jan 2019, 04:49
Wohnort: LK EI
![]()
Re: Drehfutter Meuser Langkegel
ZBeitrag von zaehpp » Mi 15. Mai 2019, 19:47
Vielen Dank für eure Antworten!
Selbstverständlich habe ich das Angebot von Peter mit großer Dankbarkeit
angenommen.
Vielleicht noch mal zum Verständnis: Mein ursprüngliches Problem mit dem Flansch
war, dass es eben nirgendwo einen L0-Flansch mit einem 115x3 Gewinde zu kaufen
gibt, da dieses Gewinde nicht der Norm entspricht.
Somit besteht das Problem darin, dass man den kompletten Flansch selbst fertigen
muss, was ich zum einen wegen meiner fehlenden Fähigkeiten, zum anderen in
Ermangelung eines entsprechend dimensionierten Drehfutters nicht kann.
Ganz zu schweigen vom Anfertigen der benötigten Passfedernut.
Viele Grüße,
Josef
https://forum.zerspanungsbude.net/viewtopic.php?f=47&t=44078
wo finde ich einen Flansch für American Standard spindle nose L0
29 Beiträge
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » So 9. Feb 2020, 13:24
@Babewire: So, die Celtic 14
steht im Keller und funktioniert. Schieß los mit den Fragen. ![]()
@all: bei meiner Celtic 14 war ein 200mm Dreibackenspannfutter von Röhm dabei
und ein elend schweres 230 mm Vierbackenspannfutter von Skandchuckfabriks AB,
Schweden.
Ich hätte mir gerne noch ein Spannfutter mit geringerem Durchmesser (160mm)
besorgt.
An der Celtic 14 ist ein "American standard spindle nose L0" vorhanden.
Weiß jemand, wo ich dafür einen Flansch bekomme, damit ich das neue Futter auch
montieren kann?
Gruß
Frank
Beiträge: 211
Registriert: Mo 4. Mär 2019, 12:23
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von schrauber21 » So 9. Feb 2020, 13:47
etwas nach unten scrollen,
unter Backplates ...
http://www.usshoptools.com/new_web_2012 ... 060_21.pdf
Beiträge: 256
Registriert: Do 14. Mär 2019, 22:10
Wohnort: 17111
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von gearhead82 » So 9. Feb 2020, 14:08
Das ist dann Langkegel L0? Hat
meine Celtic 17 auch.
In Europa scheinbar so gut wie nicht zu bekommen.
Bison hatte wohl mal welche, aber den Vertrieb eingestellt wg. geringer
Nachfrage.
Bei Kleinanzeigen wurden neulich 3 Stück angeboten, die leider sofort jemand
anders geschnappt hat. Habe schon Jahre eine Suchanzeige dafür laufen, das war
nun das erste Angebot überhaupt.
Aber die Teile sind in den USA wohl noch üblich:
https://www.ebay.de/itm/8-L0-Semi-finis ... SwRbtaARQH
Auf dem Datenblatt ist zu sehen dass das aus Asien kommt. Bei Aliexpress etc.
habe ich aber kein Angebot oder Hinweis auf den Herstelle gefunden.
Selbstdrehen ist auch eine Option. Im Forum gibts super Berichte davon.
Wenn sich eine Quelle auftut, sag bitte in diesem Thread Bescheid.
Gruss, Stefan
Achja, auf den ebay-Fotos fehlt die Passfedernut.
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » So 9. Feb 2020, 14:12
https://www.ebay.com/itm/New-Bison-6-1- ... Sw~ztbPuD8
https://www.ebay.com/itm/New-Bison-12-1 ... SwTwtcdVR8
Diese Fa Bison ist Polnisch, ein bischen Google und dan findest du bestimt noch
mehr passende Angebote,
einfach auf "L0 Backplate" suchen ( Lnul backplate kein oo)
Gruß.
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » So 9. Feb 2020, 15:12
https://www.youtube.com/watch?v=uAQLrM1P-YQ
Schau dir dieses Video an, ist einfach zu machen,
Gruß.
Beiträge: 5414
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von elmech » So 9. Feb 2020, 15:18
Röhm hatte die Flansche in den 90er Jahren noch im Katalog? Wir haben bei der Maschinenfabrik Reiden Flansche nach ASA B5.9 bestellt, die kamen sauber gefertigt, in einer Holzkiste direkt aus China, binnen 3 Wochen in der Firma an! Preis war akzeptabel ich hätte die 320 mm Flansche, für den Betrag, nicht mal schruppen wollen! Grüsse Andi
Beiträge: 451
Registriert: Di 31. Jan 2017, 20:08
Wohnort: Nürnberger Umland
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Evel Knievel » So 9. Feb 2020, 18:38
Hi Frank,
Die Ebay https://www.ebay.de/itm/8-L0-Semi-finis
... SwRbtaARQH
sehen so aus. Die Nut ist geräumt.
Grüsse
Michael
Hebebühne Romeico H225
Fräsmaschine Bernardo FM 50 VM
Drehbank Bernardo Profi 700 Top
HBM SSM
Stamos S-MMA 250 PI
Lorch M3030 automotive
Chinabandsäge 115 mm Sägeleistung
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » So 9. Feb 2020, 22:37
Hallo zusammen
zunächst einmal vielen lieben Dank für eure Hilfe. ![]()
Das Video von This Old Tony ist sehr interessant; die Umsetzung liegt aber im
Moment noch weit außerhalb meiner Fähigkeiten. Da muss ich noch lange üben. ![]()
Ich habe jetzt mal die deutsche Vertretung von Bison angeschrieben. Falls die im
Laufe der Nacht nicht von Sturmtief Sabine weggeweht wurden, erhoffe ich mir von
dort eine Nachricht, ob diese Flansche noch im Produktions- und Lieferprogramm
sind und zu welchem Preis sie verkauft werden.
Ich werde über die Antwort berichten.
Gruß
Frank
Beiträge: 256
Registriert: Do 14. Mär 2019, 22:10
Wohnort: 17111
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von gearhead82 » So 9. Feb 2020, 22:57
Ich habe jetzt mal die deutsche Vertretung von Bison angeschrieben. Falls die im Laufe der Nacht nicht von Sturmtief Sabine weggeweht wurden, erhoffe ich mir von dort eine Nachricht, ob diese Flansche noch im Produktions- und Lieferprogramm sind und zu welchem Preis sie verkauft werden.
Hatte ich, wie schon geschrieben, auch grad vor ein paar Tagen angefragt. Ich bekam die Antwort, die haben nix.
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » So 9. Feb 2020, 23:17
gearhead82 hat geschrieben: ↑
So 9. Feb 2020, 22:57
Ich habe jetzt mal die deutsche Vertretung von Bison angeschrieben. Falls die im Laufe der Nacht nicht von Sturmtief Sabine weggeweht wurden, erhoffe ich mir von dort eine Nachricht, ob diese Flansche noch im Produktions- und Lieferprogramm sind und zu welchem Preis sie verkauft werden.
Hatte ich, wie schon geschrieben, auch grad vor ein paar Tagen angefragt. Ich bekam die Antwort, die haben nix.
Dann versuchen wir es nach dem
Motto: steter Tropfen höhlt den Stein. ![]()
Gruß Frank
Formularbeginn
Formularende
29 Beiträge
Zurück zu „Alte Drehmaschinen“
StartseitePortalForen-Übersicht
Alle Zeiten sind UTC+02:00
Alle Cookies des Boards löschen
Powered by phpBB® Forum Software © phpBB Limited
wo finde ich einen Flansch für American Standard spindle nose L0
29 Beiträge
Beiträge: 11684
Registriert: So 26. Dez 2010, 22:40
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von JollyRoger » Mo 10. Feb 2020, 09:53
https://www.rdgtools.co.uk/acatalog/160 ... 2H485.html
https://www.rdgtools.co.uk/acatalog/200 ... 34230.html
Die sollten passen, man müsste halt nur fragen, ob die auch die Passfedernut
haben.
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Mo 10. Feb 2020, 11:15
JollyRoger hat geschrieben: ↑
Mo 10. Feb 2020, 09:53
https://www.rdgtools.co.uk/acatalog/160 ... 2H485.html
https://www.rdgtools.co.uk/acatalog/200 ... 34230.html
Die sollten passen, man müsste halt nur fragen, ob die auch die Passfedernut
haben.
Vielen Dank für den Hinweis.
Ich habe RDG Tools gerade angeschrieben. Mal abwarten, was als Antwort
zurückkommt.
Gruß Frank
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Mo 10. Feb 2020, 11:37
So 9. Feb 2020, 23:17
gearhead82 hat geschrieben: ↑
So 9. Feb 2020, 22:57
Ich habe jetzt mal die deutsche Vertretung von Bison angeschrieben. Falls die im Laufe der Nacht nicht von Sturmtief Sabine weggeweht wurden, erhoffe ich mir von dort eine Nachricht, ob diese Flansche noch im Produktions- und Lieferprogramm sind und zu welchem Preis sie verkauft werden.
Hatte ich, wie schon geschrieben, auch grad vor ein paar Tagen angefragt. Ich bekam die Antwort, die haben nix.
Dann versuchen wir es nach dem
Motto: steter Tropfen höhlt den Stein. ![]()
Gruß Frank
Hallo Stefan
Von Bison kam die Antwort, dass diese Flansche nicht mehr im Lieferprogramm
sind. Der Verkäufer hat aber angeboten, im Werk nachzufragen, ob trotzdem eine
Fertigung möglich wäre. Habe ihm die Daten des 160mm Futters geschickt. Jetzt
warte ich seine Antwort ab und lass mich, falls die Antwort positiv ausfällt,
vom Angebotspreis überraschen.
Falls der Angebotspreis fair ist, finden sich hier vielleicht noch mehr
Interessenten? ![]()
Gruß Frank
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » Mo 10. Feb 2020, 11:47
Ah, genau so gehts, wenns nicht klapt kann man immer eine drehen lassen, eine ronde 355 Stahl 140Dia x 90mm kriegt man um die 10€.
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Mo 10. Feb 2020, 19:46
Mo 10. Feb 2020, 11:15
JollyRoger hat geschrieben: ↑
Mo 10. Feb 2020, 09:53
https://www.rdgtools.co.uk/acatalog/160 ... 2H485.html
https://www.rdgtools.co.uk/acatalog/200 ... 34230.html
Die sollten passen, man müsste halt nur fragen, ob die auch die Passfedernut
haben.
Vielen Dank für den Hinweis.
Ich habe RDG Tools gerade angeschrieben. Mal abwarten, was als Antwort
zurückkommt.
Gruß Frank
Sodele.
RDG Tools hat geantwortet. Die Passfedernut ist vorhanden, aber auf dem Bild
leider nicht zu sehen.
Die Frachtkosten nach Deutschland sind mit 9,50 Stirling für Pakete bis 31 kg
auch nicht überzogen.
Das 160mm Backplate in Summe knapp 89 Stirling netto (105 €) bis zur Wohnungstür
ist meines Erachtens nicht überteuert.
Gruß
Frank
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » Mo 10. Feb 2020, 20:10
Mehrwertsteuer und Einfürsteuer
nicht vergessen im preiss.
Gruß.
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Mo 10. Feb 2020, 20:23
Mo 10. Feb 2020, 20:10
Mehrwertsteuer und Einfürsteuer
nicht vergessen im preiss.
Gruß.
Hallo Jack
zum Glück kann ich brutto und netto unterscheiden. ![]()
aber ob ich 20% MwSt in GB oder 19% in D bezahle, macht den Bock nicht fett.
Habe deshalb incl. Steuer in GB bestellt, das erspart mir die Abrechnung mit dem
Postboten.
Zoll gibt's ja (bislang noch) nicht.
Gruß
Frank
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » Mo 10. Feb 2020, 20:49
Stimmt, GB ist auch EU, ![]()
Sind die Löcher fürs Backenfutter schon drin, oder must du die noch selber
machen?
ansich ist der Preiss korrekt ! dauert halt ne par tagen,
Gruß.
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Mo 10. Feb 2020, 22:00
Mo 10. Feb 2020, 20:49
Stimmt, GB ist auch EU, ![]()
Sind die Löcher fürs Backenfutter schon drin, oder must du die noch selber
machen?
ansich ist der Preiss korrekt! dauert halt ne par tagen,
Gruß.
GB ist zwar nicht mehr EU (seit
dem 31.01.2020) aber bislang gelten noch die Übergangsregeln.
Die Löcher muss ich noch selbst machen, den Passsitz werde ich auch noch
anpassen müssen.
Gruß Frank
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Di 11. Feb 2020, 10:30
Mo 10. Feb 2020, 11:37
So 9. Feb 2020, 23:17
gearhead82 hat geschrieben: ↑
So 9. Feb 2020, 22:57
Hatte ich, wie schon geschrieben, auch grad vor ein paar Tagen angefragt. Ich
bekam die Antwort, die haben nix.
Dann versuchen wir es nach dem
Motto: steter Tropfen höhlt den Stein. ![]()
Gruß Frank
Hallo Stefan
Von Bison kam die Antwort, dass diese Flansche nicht mehr im Lieferprogramm
sind. Der Verkäufer hat aber angeboten, im Werk nachzufragen, ob trotzdem eine
Fertigung möglich wäre. Habe ihm die Daten des 160mm Futters geschickt. Jetzt
warte ich seine Antwort ab und lass mich, falls die Antwort positiv ausfällt,
vom Angebotspreis überraschen.
Falls der Angebotspreis fair ist, finden sich hier vielleicht noch mehr
Interessenten? ![]()
Gruß Frank
Hier der versprochene
Kommentar: Bison hat abgelehnt.
Gruß Frank
Formularbeginn
Formularende
29 Beiträge
Zurück zu „Alte Drehmaschinen“
StartseitePortalForen-Übersicht
Alle Zeiten sind UTC+02:00
Alle Cookies des Boards löschen
Powered by phpBB® Forum Software © phpBB Limited
wo finde ich einen Flansch für American Standard spindle nose L0
29 Beiträge
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Do 13. Feb 2020, 12:33
Mo 10. Feb 2020, 22:00
Mo 10. Feb 2020, 20:49
Stimmt, GB ist auch EU, ![]()
Sind die Löcher fürs Backenfutter schon drin, oder must du die noch selber
machen
ansich ist der Preiss korrekt! dauert halt ne par tagen,
Gruß.
GB ist zwar nicht mehr EU (seit
dem 31.01.2020) aber bislang gelten noch die Übergangsregeln.
Die Löcher muss ich noch selbst machen, den Passsitz werde ich auch noch
anpassen müssen.
Gruß Frank
und auch hierzu die
Rückmeldung:
Montag Abend Bestellung
Dienstag Vormittag Bestellbestätigung
Dienstag Nachmittag Versandbestätigung
heute Donnerstag um 11 Uhr hat's der Paketbote mir in die Hand gedrückt.
Alles wie versprochen, alles wie erwartet. ![]()
Gruß Frank
Beiträge: 5414
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von elmech » Do 13. Feb 2020, 12:53
Hallo Frank, Danke für das Echo und die Kenntnis, dass immer mehr ehemalige Lagerware, nicht mehr vorhanden ist! Freundliche Grüsse Andi
Beiträge: 11684
Registriert: So 26. Dez 2010, 22:40
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von JollyRoger » Do 13. Feb 2020, 13:05
Nur rein aus Interesse:
Könntest du mit Edding das Tragbild prüfen und hier einstellen?
Beiträge: 26
Registriert: So 15. Dez 2019, 11:37
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Astranit » Do 13. Feb 2020, 13:11
JollyRoger hat geschrieben: ↑
Do 13. Feb 2020, 13:05
Nur rein aus Interesse:
Könntest du mit Edding das Tragbild prüfen und hier einstellen?
die Schnellprüfung hat gezeigt,
dass die Stirnseite zwar plan, aber nicht 100% im Winkel ist. Abweichung 0,02 mm
auf 160 mm.
und der Durchmesser mit 161,62 mm etwas zu groß ausgefallen ist.
Lässt sich aber alles anpassen.
Gruß
Frank
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von justjack3 » Do 13. Feb 2020, 15:30
Gruß.
[/quote]
GB ist zwar nicht mehr EU (seit dem 31.01.2020) aber bislang gelten noch die
Übergangsregeln.
Die Löcher muss ich noch selbst machen, den Passsitz werde ich auch noch
anpassen müssen.
Gruß Frank
[/quote]
und auch hierzu die Rückmeldung:
Montag Abend Bestellung
Dienstag Vormittag Bestellbestätigung
Dienstag Nachmittag Versandbestätigung
heute Donnerstag um 11 Uhr hat's der Paketbote mir in die Hand gedrückt.
Alles wie versprochen, alles wie erwartet. ![]()
Gruß Frank
[/quote]
Hey das ist ![]() Glückwunsch,
jetzt schnell auf Maß drehen und dan
Glückwunsch,
jetzt schnell auf Maß drehen und dan ![]()
Gruß, Jack.

Beiträge: 415
Registriert: So 19. Feb 2017, 21:31
Wohnort: AW & D
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Schruppgang » Do 13. Feb 2020, 17:44
Das sind mal echt verträgliche
Preise. für meine Cazeneuve kostet der "proprietäre" Spindelflansch inkl.
Versand aus Frankreich 520 Euro Brutto. Vermutlich werden die bei Vollmond auf
einer Elfenbeindrehbank mit Werwolf-Zahn-WSPs gedreht...
Habe nach langem überlegen einen Originalen als Ausgangsbasis gekauft, die
nächsten versuche ich dann mal selber zu drehen.
CNC DMU 50T + Eigenbau Portalfräse| Fräsen Korradi UW1| Drehen Cazeneuve HBX 360 | Schleifen Jakobsen SJ12 | Bohren Flott SB15 S + Fein KBU35 | Mehr Details im Blog
Beiträge: 451
Registriert: Di 31. Jan 2017, 20:08
Wohnort: Nürnberger Umland
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Evel Knievel » Fr 28. Feb 2020, 12:53
Also ich würde einen Rohling
verkaufen für 90€ plus Versandkosten. Bilder siehe unten.
Durchmesser 8 Zoll- ca. 203mm
9EA194F1-7506-4D2A-A33D-EF9B83F7B82F.jpeg (148.39 KiB) 1103 mal betrachtet
DA4A11F5-52B8-4ACC-9271-2CEF4F158471.jpeg (128.72 KiB) 1103 mal betrachtet
Hebebühne Romeico H225
Fräsmaschine Bernardo FM 50 VM
Drehbank Bernardo Profi 700 Top
HBM SSM
Stamos S-MMA 250 PI
Lorch M3030 automotive
Chinabandsäge 115 mm Sägeleistung
Beiträge: 451
Registriert: Di 31. Jan 2017, 20:08
Wohnort: Nürnberger Umland
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Evel Knievel » Fr 28. Feb 2020, 15:35
Ist mal bis morgen Samstag 29.2. reserviert.
Hebebühne Romeico H225
Fräsmaschine Bernardo FM 50 VM
Drehbank Bernardo Profi 700 Top
HBM SSM
Stamos S-MMA 250 PI
Lorch M3030 automotive
Chinabandsäge 115 mm Sägeleistung
Beiträge: 451
Registriert: Di 31. Jan 2017, 20:08
Wohnort: Nürnberger Umland
![]()
Re: wo finde ich einen Flansch für American Standard spindle nose L0
Beitrag von Evel Knievel » Sa 29. Feb 2020, 14:21
Ist verkauft.
Hebebühne Romeico H225
Fräsmaschine Bernardo FM 50 VM
Drehbank Bernardo Profi 700 Top
HBM SSM
Stamos S-MMA 250 PI
Lorch M3030 automotive
Chinabandsäge 115 mm Sägeleistung
https://forum.zerspanungsbude.net/viewtopic.php?t=8190
StartseiteForen-ÜbersichtWorkshopDrehmaschinen
10 Beiträge • Seite 1 von 1
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
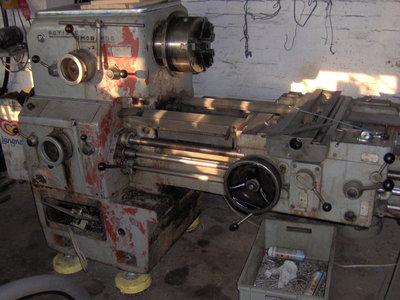
Beitrag von queruland » Fr 28. Jun 2013, 21:13
hallo, ich
möchte mir für meine drehbank potisje pa30 einen planscheibe
besorgen/bauen/umbauen......wer hat denn noch ein Futterflansch mit langkegel
oder hat ne idee wo ich etwas kaufen kann...? ![]()
Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw
Beiträge: 11643
Registriert: Di 11. Dez 2012, 23:43
Beitrag von uli12us » Fr 28. Jun 2013, 21:50
Wie gross ist denn der Kegel, ich hab noch ne Aufspannscheibe für nen Deckel FP Teilapparat, da ist ein Langkegel drauf und dahinter ein Gewinde M45*3 wimre.
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
Beitrag von queruland » Sa 29. Jun 2013, 07:57
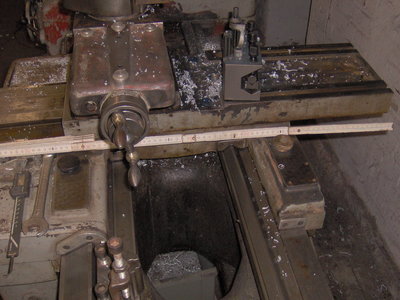
na ich denke
ein bischen klein.....ich habe eine spindelbohrung von 85mm.und wenn ich dass
gewinde von der seite messe(mit dem zollstock) dann denke ich an 150mm
gewinde.welche steigung auch immer.
ich werde gleich mal mehr und bessere bilder der maschine machen. bin gerade
dabei die maschine wieder fit zu machen, sie hatte leider 10 jahre
gestanden.......ohne bewegt zu werden.
Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
Beitrag von queruland » Sa 29. Jun 2013, 20:51
so , nun
stelle ich mal erst meine maschine und mich vor:
ich bin ein anfangsvierziger der als schlossermeister, internationaler
schweissfachmann und betriebsleiter arbeitet.als nah an der basis......wir
fertigen für agrar, wind, automotiv, sondermaschinenbau, usw.in meiner freizeit
beschäftige ich mich mit wasserpumpen, besser gesagt kolbenpumpen. zu diesem
zweck hab ich mir auch die drehbank geholt.
POTISJE ADA PA 30,Baujahr 1969, 1500mm, 250mm Futter, 7,5KW
ok,war auch mehr glück.....meine nachbarin hat die maschine in der werkstatt
stehen gehabt.leider ist der mann (zerspaner)seit ca 10 jahren tot und die
maschine verweist. ich konnte die maschine für 500€ inkl messwerkzeug und
werkzeug ergattern.gesagt getan, radlader und schwerlastrollen besorgt und auf
gehts. 3600kg zu bewegen ist nicht ohne.
Nun steht die maschine bei mir in der werkstatt und ich werde sie mir
aufarbeiten.leider hatte sich schon ein hauplager verabschiedet........sau
teuer!
stand im moment ist:lager gewechselt, digitalanzeige montiert,ganze elektrik
raus (unser betriebselektriker macht alles neu.natürlich vernünftig mit
schützen..), achsen demontiert und gesäubert, getriebe eingedichtet und komplett
neue wellendichtringe spendiert.
dieses projekt wird ein weilchen dauern, daher werde immer mal wieder etwas
neues posten.
wer noch infos über die maschine hat:immer her damit. viel infos findet man
leider nicht........
DATEIANHÄNGE









Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
Beitrag von queruland » So 30. Jun 2013, 11:42
ich habe
herausbekommen das es sich um einen Langkegel L1 handeln muss.
Das Aussenmaß des Gewindes ist dann 152,27mm (scheint zöllig zu sein) .Ferner
noch die Bezeichnung ASA B 5.9
Ich wäre für für Infos wo ich etwas bekommen kann sehr dankbar.
Siehe Bilder 7271, 7281
Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw

Beiträge: 3591
Registriert: Sa 12. Mär 2011, 09:49
Wohnort: Bayern - PLZ 92
Beitrag von Europa » So 30. Jun 2013, 18:44
In diesem PDF taucht
auf Seite 4 bei der Camlockbefestigung nach DIN 55029 auch die Bezeichnung ASA B
5.9 D1 auf.
Vielleicht hilft´s dir was.
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
Beitrag von queruland » Mo 1. Jul 2013, 20:53
danke für die
info!
leider hilft mir das noch nicht wirklich weiter........bitte trotzdem
weitersuchen. ![]()
Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw
Beiträge: 4101
Registriert: Fr 17. Feb 2012, 22:28
Wohnort: Ö-Ost + Versandadresse in D
![]()
Beitrag von motor64.1 » Mo 1. Jul 2013, 21:46

(278 KiB) 435-mal heruntergeladen

Franz
Grüße
Franz
Beiträge: 52
Registriert: So 24. Mär 2013, 07:46
Wohnort: Rheine
Kontaktdaten:
Beitrag von queruland » Di 2. Jul 2013, 21:05
ja super , genau das hab ich gesucht....und wer hat das jetzt rumliegen? oder kann mir das günstig und passend fertigen?
Drehe Potisje PA30 1500 und Kolbenpumpen von Löwe Reckers Osna usw
Beiträge: 4101
Registriert: Fr 17. Feb 2012, 22:28
Wohnort: Ö-Ost + Versandadresse in D
![]()
Beitrag von motor64.1 » Di 2. Jul 2013, 21:45
queruland hat geschrieben:ja super , genau das hab ich gesucht....und wer hat das jetzt rumliegen? oder kann mir das günstig und passend fertigen?
1. Den
Flansch kann sich deine Potisje selber am besten fertigen ![]() - ist ja nicht besonders
kompliziert
- ist ja nicht besonders
kompliziert
2. Mal einen Ausflug nach Ada einplanen - ![]()
Dort haben sie so viele Flansche, daß sie die sogar verkaufen und die
Mitarbeiter sind echt nett und hilfsbereit.
Vor vielen Jahren haben die Ersatzteile dort etwa ein Viertel dessen gekostet,
was bei uns der Händler verlangt hat.
3. Oder bei Bison direkt in Polen anfragen ![]() - zumindest vor ein paar Jahren gab
es die Langkegelflansche sehr preisgünstig.
- zumindest vor ein paar Jahren gab
es die Langkegelflansche sehr preisgünstig.
Deine Potisje ist übrigens eine Lizenzfertigung von Potisje der italienischen
Firma Morando. ![]()
Potisje hat für viele namhafte europäische Hersteller die Gußteile hergestellt
und bearbeitet. ![]()
Ich vermute sogar, daß einige der Qualitäts-Drehbänke mit klingenden deutschen
oder österreichischen Namen dort komplett gefertigt wurden.... ![]()
![]()
Franz
Grüße
Franz
Formularbeginn
Formularende
10 Beiträge • Seite 1 von 1
StartseitePortalForen-Übersicht
Alle Zeiten sind UTC+02:00
Alle Cookies des Boards löschen
Powered by phpBB® Forum Software © phpBB Limited
https://forum.zerspanungsbude.net/viewtopic.php?t=19537
wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spindel?
Beitrag Sa 5. Dez 2015, 21:43
Moin,
mir ist ein 4 Backenfutter mit Langkegelaufnahme L1 zugelaufen welches ich gerne
an meiner Maschine benutzen würde.
Leider hat meine Drehbank einen DIN 800 Spindelkopf mit M60x5,5
Auch wenn ich keine 5,5mm Steigung auf der Maschine drehen kann (nur 5 oder 6mm)
wäre das herstellen eines Futterflansches nicht das Problem, zumindest
Maschinen-seitig.
Nun stellt sich aber die Frage wie ich am besten das Futter an den Flansch
adaptiere.

Die Idee, Futter-seitig am Flansch ein 6-6UNS Gewinde herzustellen und das
Futter somit mit dem Flansch zu verschrauben habe ich aus diversen Gründen
verworfen.
Das ich nicht um die Bearbeitung des Futters herum komme ist mir klar nur wie.
Möglichkeit 1 wäre
den Absatz mit dem Gewinde als Zentrierbund umarbeiten/abdrehen, das Futter mit
4 Bohrungen zu versehen und mit dem Flansch zu verschrauben.
Dazu müsste ich in den Stegen auf der Rückseite Sacklöcher bohren und Gewinde
schneiden ohne dabei die Führungsnut der Backen zu beschädigen.
Möglichkeit 2 wäre
Das Futter rückseitig auf DIN 6350 um zuarbeiten sprich den Absatz mit dem
Gewinde komplett abzudrehen und eine Zentrieraufnahme einzuarbeiten.
Die Befestigung würde dann ebenfalls wie bei Möglichkeit 1 erfolgen oder aber
mit einem Lochkreis von ca 140mm von vorne erfolgen was des Vorteil hätte, dass
ich den Flansch etwas kleiner wählen könnte um Gewicht zu sparen denn immerhin
wiegt schon das Futter um die 65 Kg und eine C45 Ronde mit 350 x 60mm im
unbearbeiteten Zustand dürfte auch so um 40 Kg liegen.
Möglichkeit 3 wäre
das Futter zu verkaufen und mich nach einem vergleichbaren Futter umzuschauen
welches ich nicht erst aufwändig umbauen muss.
Diese Möglichkeit würde ich nur ungern wählen, da das Futter mit Ausnahme ein
paar optischen Mängel in einem sehr guten und wenig benutzten Zustand ist.
dann hab ich noch Möglichkeit 4
hier im Forum nachzufragen wie man solch ein Vorhaben ab besten durchführt. Bei
dem geballten Wissen hier in der Bude bin ich mir sicher, dass der eine oder
andere noch eine andere Möglichkeit sieht.
Viele Grüße
Nuno
-------------------------------------------------
"lieber mal den Start verpennen als ständig über das Ziel hinaus zu schießen"
Steinel SH 3,5d
WMW BME 350-1000
Alzmetall AB 4 sj
Knuth BS 180
Grit GI 150

Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag Sa 5. Dez 2015, 21:51
Hallo
Nur das Anzugsgewinde würde ich nicht nutzen wollen. Das trägt mMn nicht
ausreichend. Du müsstest da schon einen Adapter machen, der auf einer Seite
Din800 hat, und dann auf der anderen Seite den Langkegel mit Überwurfmutter.
Dadurch kommst Du aber ganz schön weit vom Spindellager weg.
Gruß
Larry
Nehmen und geben!
Es ist nicht der Sinn eines Forums, Informationen per PN auszutauschen!
www.die-minilok.de

Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag Sa 5. Dez 2015, 22:59
Hi
Wenn ich mir die Maße so anschaue könnte man das M60 doch schon fast bis in den
Kegel der Langkegelaufnahme schneiden?
Maße findet man z.B. hier
auf Seite 3
Schade das meine Drehe immer noch unbespaßt in der Ecke steht, bin mir fast
sicher das eine 5,5mm Steigung damit gehen würde ![]()
Der Osborne ist übrigens wirklich lecker im Mund, ist auch noch was da... ![]()
![]()
lg Marco
„Lieber 100 Stunden umsonst verhandeln als eine Minute schießen“ Helmut Heinrich
Waldemar Schmidt (* 23.12.1918; † 10.11.2015)
https://youtu.be/JMSXXy7jtiw "Die
Namen von Millionen"
Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag Sa 5. Dez 2015, 23:17
Hallo,
Ohne die genauen Maße zu kennen wäre mein Vorschlag:
Das Anzugsgewinde ganz vom Futter entfernen und statt dem Rest Kegel irgend ein
großes Gewinde rein schneiden. In dieses dann eine Hülse schrauben und hochfest
verkleben. Dann das Ganze wieder neu spannen und die M60 Aufnahme in die Hülse
drehen.
Josef
Wer kein Kreuz zu tragen hat, der schnitzt sich eines.
Phantasie ist wichtiger als Wissen, denn Wissen ist begrenzt.(Einstein)

Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag So 6. Dez 2015, 13:33
Moin,
ein Adapter von DIN800 auf Langkegel mit Überwurfmutter und allem drum und dran
wäre schon eine echte Herausforderung für mich und definitiv mit viel Ausschuss
und ein paar gepflegte Tourette-Anfälle verbunden.
Aber wie Du schon sagst Larry, das Futter wandert dadurch zu weit weg von der
Spindellagerung.
Marco, ich denke mit irgend einer wilden Zahnrad-Kombi würde ich wohl auch die
5,5 hin bekommen aber mir fehlen die passenden Zahnräder.
Von den Maßen her sollte das passen, der Konus am Futter ist an der größten
Stelle knapp 105 mm also wäre dort noch genug Material für die Bohrung mit dem
M60
S4B5 hat geschrieben:Der
Osborne ist übrigens wirklich lecker im Mund, ist
auch noch was da...
... das kann ja wohl nicht war sein ?! ![]()
Josef, die Idee gefällt mir weil ich so um das drehen eines Kegels herum komme.
allerdings denke ich, dass wenn ich das Anzugsgewinde abdrehe nur noch wenig
Fläche hab die dann trägt.
Der Konus ist nach ASA B 5,9 insgesamt 73 mm lang, ohne das Anzugsgewinde (in
meinem Fall 29mm) nur noch 44 mm, das sollte zwar bei einer Gewindelänge von
22mm bei DIN 800 ausreichen aber dann wird es auch schon knapp wenn noch der
Bund an der Spindel mit einbezogen wird.
Viele Grüße
Nuno
-------------------------------------------------
"lieber mal den Start verpennen als ständig über das Ziel hinaus zu schießen"
Steinel SH 3,5d
WMW BME 350-1000
Alzmetall AB 4 sj
Knuth BS 180
Grit GI 150
Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag So 6. Dez 2015, 18:42
War nur so eine Idee um nicht zu weit von der Spindelnase weg zu kommen ![]()
Dann halt das Gewinde dran lassen und nur wegen der Optik die Gewindegänge
wegnehmen.
Die Buchse würde ich als erstes drehen, um einen Lehrdorn für das Gewinde im
Futter zu haben.
Dann erst das Futter Aufspannen, Gewinde rein, Buchse reinschrauben und fertig
drehen.
Ein Lehrdorn in Form der Spindelnase wäre eventuell auch sinnvoll und ist
vermutlich schneller gemacht als das Ganze nur zum Probieren auszuspannen
Josef
Wer kein Kreuz zu tragen hat, der schnitzt sich eines.
Phantasie ist wichtiger als Wissen, denn Wissen ist begrenzt.(Einstein)
Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag So 6. Dez 2015, 20:38
Hi
Hab noch mal nachgeschaut, 5,5er Steigung ist in der Tabelle des Nortongetriebes
meiner Drehe aufgeführt, nur so lange die noch unbespaßt auf einer Palette in
der Ecke steht nützt uns das auch nüscht... ![]()
![]()
Vom Osborne ist noch was da weil da noch reichlich Bier und Legendario im Spiel
waren, da waren die Füße schnell rund... ![]()
lg Marco
„Lieber 100 Stunden umsonst verhandeln als eine Minute schießen“ Helmut Heinrich
Waldemar Schmidt (* 23.12.1918; † 10.11.2015)
https://youtu.be/JMSXXy7jtiw "Die
Namen von Millionen"
Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spind
Beitrag Mo 7. Dez 2015, 18:21
Hey,
Josef, das mit dem Lehrdorn ist eine gute Idee.
Ich glaube, ich werde es so machen.
Marco,
das eilt ja nicht bei mir. Das Futter muss ja nicht morgen schon an der Maschine
gebaut sein.
Zur Not kann ich mir das M60 auch bei Wajda in Buxtehude drehen lassen, der mag
aber kein Osborne Veterano 
Viele Grüße
Nuno
-------------------------------------------------
"lieber mal den Start verpennen als ständig über das Ziel hinaus zu schießen"
Steinel SH 3,5d
WMW BME 350-1000
Alzmetall AB 4 sj
Knuth BS 180
Grit GI 150

Re: wie Backenfutter mit Langkegel Aufnahme an DIN 800 Spindel?
Beitrag Fr 15. Mai 2020, 08:03
Moin,
aktuell habe ich ein ähnliches "Problem" zu lösen habe, allerdings DIN800 M60
auf L00
viewtopic.php?f=44&t=24764&start=744
Daher frage ich mal neugierig nach, was aus der Sache hier geworden ist. ![]()
Viele Grüße
Harald
Fräsmaschine: Thiel Duplex 158, Drehbänke: Emco Compact 8, Torsa, Säge: Kläger
Fortuna
youtube: https://www.youtube.com/channel/UCezpEz
...
S9qREHAb8g
owl weighs lock one tea bride sight off live ![]()
9 Beiträge • Seite 1 von 1
StartseitePortalForen-Übersicht
|
Beitrag Mi 22. Jun 2022, 09:27
Moin!
Ich müsste mal das Schwarmwissen/die Schwarmerfahrung befragen ![]()
Es wird zwar noch eine ganze weile bis dahin dauern, aber ich würde gerne die
Spindelnase meiner Ehrlich umändern.
Momentan ist es die klassische DIN800 Spindelnase. Der "Hauptdurchmesser"
beträgt 70mm.
@ftw hat hier letztens seinen Umbau von DIN800 auf Kurzkegel mit Bajonettscheibe
vorgestellt. Davon bin ich sehr angetan. Ich habe mich jetzt ein wenig mehr
umgesehen und bin auf Langkegel gestoßen (ToT hat eine L0 Spindel an seiner
Colchester)
Rein vom angucken her ist die Langkegel-Nase einiges einfacher herzustellen, als
der Kurzkegel. Die Flansche sind auch ein bisschen simpler/weniger Teile.
Wenn ich eine Kurzkegel-Nase bauen würde, würde ich auch die Bajonettscheibe
wählen - Camlock ist für mich momentan noch zu schwer herzustellen.
Da sehe ich beim Langkegel auch den Futterwechsel etwas schneller, als beim
Kurzkegel. - Eine große Mutter zu lösen, anstatt 4 kleine Rundrum.
Jetzt die Frage:
Was für Vor-Nachteile würden sich daraus ergeben, dass ich eine Langkegel-Nase
mache? ![]()
Ich müsste mir definitiv für alles einen Flansch machen. Futter mit eingebautem
Kurzkegel gibt es ja überall zu kaufen. Das wäre wohl auch einen Ticken
stabiler, weil weniger lang ohne extra Flansch. Aber würde ICH das merken? Eher
nicht, oder?
Bei Langkegel würde ich spontan L1 wählen, da hätte der Kegel als größter
Durchmesser 104,775mm. Meine jetzige Spindelnase hat ~70mm (Ich brauche ja ein
wenig Fleisch, um den Langkegel da überhaupt drüberzubekommen.)
Von der Konstruktion würde ich wie ftw eine Ronde nehmen, die DIN800 Aufnahme
reinmachen, auf die Spindel und da eben in Position die neue Spindelnase
draufgeschnitten.
Meinungen, Ratschläge, Ideen, Änderungen?
Gruß Marco
Tischler, der sich mit den etwas härteren Werkstoffen auseinandersetzen will ![]()
Beitrag Mi 22. Jun 2022, 09:40
Hallo Marco,
Finger weg vom Langkegel! Die entsprechenden Flansche/ Planscheiben sind (hier)
quasi nicht zu bekommen, da sie meist im englischsprachigen Raum verbaut wurden.
Selber drehen geht zwar sicherlich (wurde ja auch schon ein paar Mal hier
gemacht), ist aber vermutlich eine nicht zu unterschätzende Herausforderung.
Weiterhin besteht das Problem, dass es die Kegel sowohl mit metrischem als auch
zölligem Gewinde gibt...
Freundliche Grüße,
Felix
Mechatroniker auf dem Weg in die Tiefen des Maschinenbaus ![]()
Macht das Runde ins Eckige: Cordia S26
Macht das Runde rund: Harrison L6
Macht das Runde eckig: Lässt noch auf sich warten...
Beitrag Mi 22. Jun 2022, 11:31
Du hast die Überwurfmutter mit ihrer Steigung, auch noch vergessen! Diese Steigungen sind auch nicht immer nach Norm! Langkegel mit der Präzision fertigt man nicht einfach mal so und ein Kurzkegel lässt sich viel einfacher Herstellen! Bajonett mit Drehscheibe oder einfacher, mit Bohrung und Muttern samt U-Scheiben, schon eher! Dazu sind die Flansche auch schneller selber hergestellt , falls nötig! Eine einfache Kontrolllehre dazu ist ja auch keine Sache. Dass Du mit der Riesen Spindelnase auf den Langkegel willst, verstehe ich ja gut da er von der Länge her, dann besser passt, aber der Futterabstand wird ja dann auch nicht viel weniger werden. Ausserdem hat der Langkegel auch noch die Keilverbindung im Konuswinkel genau gestossen Ohne den Keil kann Dir das Futter sehr fest auf dem Adapter aufsitzen. Wie schon geschrieben : Langkegel war mal... Freundliche Grüsse Andi

Beitrag Mi 22. Jun 2022, 11:44
Meine Colchester hat Langkel L0. Lass es sein!
Der Kegel ist was das spannen und lösen der Futter angeht ganz komfortabel. Aber
du bekommst die passenden Futter einfach nicht ausser in England und Übersee.
Dann gibt es noch dazu verschiedene Langkegel. Colchester z.B. hatte einen
anderen als die Schweizer Firma Reiden. Die sehen gleich aus und sind in den
Dimensionen sehr nahe beieinander aber das Gewinde ist nicht gleich.
Wenn ich die Wahl hätte, dann würde ich ein Camlock wollen. Da gibt es Futter
wie Sand am Meer.
Grüsse Ivo
__________________________________
Koordinationbohrmaschine: Aciera 22 VA Tischmodell mit Fehlmann KS380
Bohrmaschine: Aciera 10
Drehmaschine: Colchester Student
Schleifmaschine: KMG-Clone 50x2000mm und Tellerschleifer Eigenbau 305mm
Beitrag Mi 22. Jun 2022, 12:13
Hmm okay, war mal ne Idee, aber anscheinend ist die Zeit rum. ![]()
Dann wohl Kurzkegel mit Bajonettscheibe.
Bzw. Wie sieht denn so ein Camlock System von innen aus? Gibt es da Pläne? Muss
der Kram gehärtet und geschliffen sein?
Futtergröße wird 250mm betragen, 350mm planscheibe geht auch, aber ist nie
drauf.
Was für ein Kurzkegel wäre da angemessen?
Gruß Marco
Tischler, der sich mit den etwas härteren Werkstoffen auseinandersetzen will ![]()
Beitrag Mi 22. Jun 2022, 12:19
Und was ist an DIN800 schlecht?
Beitrag Mi 22. Jun 2022, 12:30
Marco Schwan hat
geschrieben: ↑Hmm
okay, war mal ne Idee, aber anscheinend ist die Zeit rum. ![]()
Dann wohl Kurzkegel mit Bajonettscheibe.
Bzw. Wie sieht denn so ein Camlock System von innen aus? Gibt es da Pläne? Muss
der Kram gehärtet und geschliffen sein?
Futtergröße wird 250mm betragen, 350mm planscheibe geht auch, aber ist nie
drauf.
Was für ein Kurzkegel wäre da angemessen?
Gruß Marco
KK6 wäre wohl ideal.
und camlock selber basteln ist wohl overkill, der ist deutlich aufwendiger als
bajonett.
"Once you built the Pyramids for them, they want to run it as cheaply as possible."
Beitrag Mi 22. Jun 2022, 12:35
R2S5V0 hat geschrieben: ↑Und was ist an DIN800 schlecht?
Schlecht abzunehmen (Spindel muss irgendwie blockiert werden, oder man spannt
was ein und lässt die Drehbank abdrehen)
Futterwechsel allgemein mühselig mit dem abdrehen, anstatt abziehen.
Kein Ablaufschutz bei umgekehrter Drehrichtung und wenn dann eine Klemmung, die
ggf. den Rundlauf stört.
Rundlauf bzw wiederholgenauigkeit nicht annähernd so gut wie KK.
Mir gefällt er nicht.
Tischler, der sich mit den etwas härteren Werkstoffen auseinandersetzen will ![]()

Beitrag Mi 22. Jun 2022, 13:08
Hi Marco,
Kurzkegel ist wohl die eleganteste Variante, ich mag mit Bajonettscheibe lieber
als mit Camlock. ABER: Ein sauber gearbeiteter DIN800 ist auch absolut OK,
wichitg ist der Plan/Rundlauf des Zentrierbundes. Wenn das OK ist würde ich den
Aufwand zum Umbau auf KK nicht auf mich nehmen, damit baut man schließlich auch
eine zusätzliche Verbindung und damit Fehlerquelle ein. Und mal Hand aufs Herz:
Wie oft wechselt man das Futter? TOS hat die SV18RA noch bis in die 1980er mit
DIN800 gebaut.
Maschinen mit 180er Spitzenhöhe haben meist den KK5, 80 mm Durchmesser am Kegel.
Langkegel ist in Deutschland eher ungebräuchlich.
Restaurierung bedeutet nicht Überarbeitung, sondern Würdigung und Konsolidierung der Objektgeschichte.
nutzeravatarclass=avatar v:shapes="_x0000_i1038">
Beitrag Mi 22. Jun 2022, 13:30
Zumal du beim Langkegel auch berücksichtigen musst das die Mutte rauch abdrücken
kann.
Ich würde nen Langkegel nie haben wollen und nur in Kauf nehmen wenn ich
entsprechende Maschine zu einem "kann man nicht nein sagen" Preis bekommen
würde.
Camlock wie auch DIN55027 habe ich oft genug bedient, DIN55027 ist mit deutlich
lieber als DIN55029 - Camlock. Erstmal kann man wesentlich gefühlvoller anziehen
und auch das ein wie ausfädeln ist angenehmer.
Ich würde den Aufriss nur machen wenn ich eh vorhabe zu benötigende Flansche als
fertige Rohlinge zu kaufen und wenn ich Flansche selber machen will, wofür es in
meinen Augen bei derzeitigem Angebot keinen plausiblen Grund gibt bei DIN800
bleiben.
Ergo DIN55027 macht nur Sinn weil man es unbedingt haben will und sich sämtliche
Flansche kauft. Wenn man die selber machen will wird es wieder etwas
komplizierter und bei der Zeit die man braucht plus Rohmaterialkosten lohnt es
sich nichtmal selber zu machen, außer man will halt unbedingt. Bleibt halt das
Risiko bei nicht sauber tragendem Flansch auch seine neue Spindelnase zu
vermackeln, ergo würde ich in dem Fall einfach bei Zentra oder wenns etwas
besser sein soll Röhm shoppen gehen.
DIN 800 Flansche hingegen sind bedeutend einfacher herzustellen und es gibt
genügend Möglichkeiten einen Ablaufschutz zu realisieren, der es auch erlaubt
das Futter nicht immer wie ein Ochse anzuwummern.
Viele Grüße aus der Braunschweiger Ecke
Lennart
Drehmaschine: Weiler Matador VS2 1990
Fräsmaschine: Deckel FP2 1965 + Unimac FM1 1966
Bohren: Flott TB10/1
Sägen: MBS115
Schleifen: Deckel S0E, Wedevag Bohrerschleif, LIP PM300
16 Beiträge
StartseitePortalForen-Übersicht
Erdmann Drehmaschinen Infos
https://forum.zerspanungsbude.net/viewtopic.php?f=47&t=50256
Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
7 Beiträge • Seite 1 von 1
Beiträge: 3
Registriert: Mi 16. Dez 2020, 09:15
![]()
Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Kiteliner » Mi 16. Dez 2020, 14:41
Moin Moin
Min Name ist Thomas und ich bin neu hier. Natrülich direkt mit einer Frage.
Kurze Vorstellung von mir.
Ich bin 52 Jahre alt, wohne in der Eifel Nähe Nürburgring und habe mal Kfz-Mech
gelernt, arbeite aber nicht in diesem Beruf, sondern schraube hobbymäßig, z.Z.
an einem alten Magirus-Deutz Reisebus, den ich mir zum Wohnbus umgebaut habe.
Vom Drehen habe ich keine große Ahnung, habe das in einem Praktikum vor über 30
Jahren mal für ein paar Tage in einer Lehrwerkstatt gemacht.
Nun möchte mein Sohn gerne eine Drehmaschine haben, weil er eine u.a. gerne für
sein Kunsthandwerk haben möchte. Er möchte allerdings keinen
Uhrmacherdrehmaschine oder so etwas Kleines haben, sondern etwas Größeres. Das
kommt mir ganz recht, eigentlich denke ich schon seit Jahren insgeheim darauf
rum, mir seine solche Maschine zu kaufen, so das ich ggf. mal Teile für meinen
Oldtimer bearbeiten, nachbauen... kann.
So nun, zu meiner/unserer Frage.
Wir haben in ebay Kleinanzeigen eine Erdmann DOS 1000 in relativer Nähe zu uns
gesehen. Wir haben die Maschine gestern angesehen, sie ist zwar alt, sieht aber
für uns Anfänger noch recht gut aus und scheint so weit zu funktionieren. Dabei
ist ein Dreibackenfutter und ein paar Drehmeißel. Preis wäre für uns ok.
Das Dreibackenfutter ist auf einem Adapter auf der Spindel mit drei Schrauben
befestigt.
Allerdings wissen wir, und auch der Besitzer nicht, ob/wie man den Adapter
runterbekommt um da ggf. ein Vierbackenfutter, eine Planscheibe o.ä.
draufzumachen. Auch kann er uns nicht sagen, was für eine Aufnahme da ggf.
drunter ist.
Das Dreibackenfutter haben wir leicht abschrauben können, aber der Adapter sitzt
recht weit drauf, so dass wir nicht erkennen konnten, ob da eine Gewinde drauf
ist. Mein Sohn bräuchte früher oder später jedoch ein Vierbackenfutter für seine
Projekte.
Wir haben hier im Forum und auch im Internet gesucht und finden wenig zur
DOS1000. Hier im Forum sind ein paar jahrealte Fragen, bei denen User versucht
haben, das Futter/Adapter runter zu bekommen, aber dieses offenbar nicht
geschaft haben. Daher sind wir uns im Moment sehr unsicher, ob wir die Maschine
nehmen sollen.
Nicht das wir eine Maschine kaufen, für die es keine oder nur wenige/teure
Futter bzw Teile gibt und wirdamit nichts anfangen können. Mein Sohn ist Student
und ich habe halt noch ein anderes teures Hobby ![]()
Ich danke euch schon einmal für eure Mühe und freue mich auf eure Antworten.
Viele Grüße und bleibt gesund
Thomas
Beiträge: 6929
Registriert: Fr 10. Jul 2015, 18:32
Wohnort: Hannover
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Limbo » Mi 16. Dez 2020, 15:05
Wenn Sie so aussieht, kann ich Die etwas dazu sagen.
Erdmann war
eine Werkzeugmaschinenfabrik in Westfalen.
Ab Anfang der 70er Jahre baute Erdmann nicht mehr selbst.
Maschinen unter dem Namen Erdmann wurden dann in Italien gefertigt, auch die auf
diesem Bild. Die Erdmann-Maschinen wurden häufig von einer zentralen
Beschaffungsstelle für öffentliche Betriebe eingekauft, deshalb findet man sie
oft in Kommunalbetrieben und Nahverkehrsunternehmen.
Ich habe die Drehe auf dem Bild damals selbst neu aufgestellt und angeschlossen.
Es ist eine gute und robuste Maschine.
Zum Wechsel des Futters muss der Flansch nicht ab, das Vierbackenfutter kommt
ebenfalls auf den Flansch.
Zur Maschine gehören ein Haufen Wechselräder. Wir haben auch eine 4-Backenf. und
Lünetten dafür.
Wenn Die Maschine nicht abgerockt ist, hast Du einen guten Fang gemacht.
Es gibt die Maschine nochmal im Forum.
Drehmaschine
Dema LSDM6133, Fräsmaschine VF45FG, Hobel Gastl RG200 ST-E, Bandsäge Flex
SBG4910, Metallsäge Holzmann MKS180, Apex 190 MAG-Schweißgerät,
Bohrerschleifmaschine Vevor MR13a,
StichelSchleifMaschine
HBM Typ U3, Nass Scheppach Tiger 2500
Beiträge: 3
Registriert: Mi 16. Dez 2020, 09:15
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Kiteliner » Mi 16. Dez 2020, 15:51
Hi, danke für
die Info.
Bisher haben wir die Maschine noch nicht, wir haben sie uns angesehen und, auch
wegen Transport, erst einmal reseviert und müssen dem Besitzer noch verbindlich
zu/absagen.
Die Maschine sieht anders aus, leider hat der Besitzer sie erst einmal
rausgenommen, weil er sie uns reserviert, sonst könnte ich den Link posten,
falls man das hier darf..
Aber eine Erdmann ist gerade bei ebay Kleinanzeigen drin, wenn du mit
"Drehmaschine Erdmann" dort suchst fndest du sie, kostet 2290€.
Die, welche wir im Auge haben sieht nahezu genauso aus, (sieht aber vom Lack
schlechter aus) ist allerdings wohl kleiner mit Spitzenweite 900mm.
Also du sagst, der Adapter bleibt drauf und nur das Futter wird getauscht!? Gibt
es unterschiedliche Adapter die da drauf sein können?
Ich habe leider nicht den Durchmsesser des kompletten Adapters sondern nur den
des Flansches (so heißt doch der erhabene Teil auf der Platte), der war (mit
Metermaß) gemessen 155mm, mit drei Bohrungen zum verschrauben des Futters.
Gibt es dafür andere Futter? Oder ist das eher eine ungewöhnliche Aufnahme?
Scheinbar gibt es bei Drehmaschinenen (fast) keine standartisierten Aufnahmen...
wie nennt sich das dann, wonach müssten wir suchen?
Sorry, für die möglicherweise doofen Fragen, aber wir sind Anfänger und die
Informationsvielfallt im Internet ist zwar toll, aber als Unwissender nicht
wirklich zu überblicken.
Das Teil soll übrigends 900€ kosten, dabei ist außer dem Dreibackenfutter, eine
mitlaufenden Körnerspitze (MK3?), einem Haufen Zahnräder (von denen der Besitzer
auch nicht weiß wofür die sind) und einem Eimer mit einigen HSS-Drehmeißeln
nichts. Schätze aber die Meißel müssten überarbeitet werden, der Besitzer hat
sie so mit gekauft und nicht gebraucht, da er sich einen Halter für Wendeplatten
gekauft hat.
Viele Grüße
Thomas
Beiträge: 1041
Registriert: Do 16. Jul 2020, 20:35
Wohnort: Im Schwabenländle
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Novak » Mi 16. Dez 2020, 16:40
Hallo
Die Zahnräder sind zum Gewindeschneiden (so kenn ich das, in den Bildern von e.
K. siehst du die Wechselrädern nummern/Größen). Ist der Satz von Zahnrädern
fvollständig ist das richtig gut, denn dann kannst du alle aufgeführten Gewinde
(laut Tabelle) drehen.
Links darfst du natürlich einstellen, nur Bilder die du nicht gemacht hast oder
rechtlich nicht OK sind solltest du nicht einstellen, das gibt Probleme mit den
Administratoren.
Wegen dem Futter würde ich persönlich weniger Gedanken machen, da kann man denk
ich auch gut ein Adapter einfach aus einer Stahlpatten machen, ich weiß es nicht
da ich nicht so eine Maschine besitze.
Mfg
Novak
Beiträge: 6929
Registriert: Fr 10. Jul 2015, 18:32
Wohnort: Hannover
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Limbo » Mi 16. Dez 2020, 17:04
Die Maschine
ist älter, vermutlich 50er Jahre oder früher.
Da muss man sehen, wie ausgelutscht die Führungen sind und wie die Zahnräder im
Getriebe aussehen.
Die losen Zahnräder sind für die Wechselradschere für andere Gewindesteigungen.
Es gibt zwar ein Vorschubgetriebe aber für Zollmaße muss man die anderen
Zahnräder verwenden.
Ohne die Maschine vermessen zu können, bzw. probedrehen, würde ich so eine alte
Maschine nicht kaufen. Aber Das ist nur
meine Meinung.
Drehmaschine
Dema LSDM6133, Fräsmaschine VF45FG, Hobel Gastl RG200 ST-E, Bandsäge Flex
SBG4910, Metallsäge Holzmann MKS180, Apex 190 MAG-Schweißgerät,
Bohrerschleifmaschine Vevor MR13a,
StichelSchleifMaschine
HBM Typ U3, Nass Scheppach Tiger 2500
Beiträge: 3
Registriert: Mi 16. Dez 2020, 09:15
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Kiteliner » Do 17. Dez 2020, 07:35
Moin
Danke für Eure Antworten, wir werden weitersuchen...

Beiträge: 450
Registriert: Sa 6. Nov 2010, 11:03
![]()
Re: Erdmann D-O-S 1000 Spindeladapter, geht der ab? Aufnahme?
Beitrag von Wölfi » Do 17. Dez 2020, 13:27
Hallo Thomas,
wenn es diese Maschien ist:
https://www.ebay-kleinanzeigen.de/s-anz ... 0-84-19438
dann hat die Drehbank ein Langkegel (Größe L0) als Futteraufnahme. Zum lösen
mußt du die Überwurfmutter aufdrehen und die Aufnahme mit einem weichen
Kunststoffhammer runter schlagen. Das kann gut fest sitzen wenn es lange nicht
gelöst wurde. Ich hatte selbst eine 750 SW Erdmann-Drehbank und war damit
zufrieden. Ich habe sie nur verkauft weil mich der dauernde Zahnradwechsel
nervte. Wenn ich nur ab un zu was drehe hätte ich die behalten.
Gruß
Wölfi
Formularbeginn
Formularende
Frage zur Drehfutteraufnahme Angelini Drehmaschine
14 Beiträge
Beiträge: 3221
Registriert: Mi 17. Nov 2010, 11:54
Wohnort: Mainhattan,Paris,Lissabon
Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von exuser221 » So 28. Jul 2019, 14:52
Kann mir
jemand was zur der Drehfutter Aufnahme sagen, wie ist da die offizielle
Bezeichnung dafür und eventuell eine Bezugsquelle?
Ich habe das WWW durchsucht aber nicht passendes gefunden?
Beiträge: 5963
Registriert: Fr 14. Jun 2019, 20:16
![]()
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von ferze001 » So 28. Jul 2019, 15:14
müsste
ein ASA B5.9 typ L langkegel sein
https://www.prattburnerd.com/pdf%20file ...
20Data.pdf
"Once you built the Pyramids for them, they want to run it as cheaply as possible."
Beiträge: 5414
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von elmech » So 28. Jul 2019, 15:20
Hallo Viktor, wirst Du auch nicht, die kleineren Angelini hatten Werksnorm und sind im Handel nicht erhältlich! Die grösseren hatten den Ami Langkegel oder Camlock D 1-4 , je nach Bestellung des Kunden. So ähnlich wie bei Emco mit den neueren 8.6 oder 10 er Drehbänken. Freundliche Grüsse Andi
Beiträge: 2363
Registriert: Di 11. Okt 2016, 16:13
Wohnort: 04129
![]()
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von Spitzbube » So 28. Jul 2019, 16:36
moin
viktor
suche mal nach "langkegel futterflansch" da findet man einige datenblätter mit
maß angaben... ![]()
also für "jeden" das passende
mfg
der spitzbube
Beiträge: 896
Registriert: Sa 26. Nov 2016, 13:46
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von c45 » Mo 29. Jul 2019, 08:39
Für
meine AVM125 hatte ich das mal ausgemessen. Gewinde M63 X 3
Die Angaben haben aber eine gewisse Messungenauigkeit, vor allem der Kegel, den
ich immer passend tuschiert und nachgearbeitet hatte.
Wenn ich mir den Kegelwinkel heute so anschaue könnte der auch 1:7 sein ( 8°3'9"
--> 8.0525).
Gruß
Jürgen
Winkel° Winkel°/2
1:2 28,0725 14,0362
1:3 18,9246 9,4623
1:4 14,2500 7,1250
1:5 11,4212 5,7106
1:6 9,5273 4,7636
1:7 8,1712 4,0856 8°10'16,32"
1:8 7,1527 3,5763
1:9 6,3597 3,1798
1:10 5,7248 2,8624
1:11 5,2051 2,6026
1:12 4,7719 2,3859
1:13 4,4052 2,2026
1:14 4,0908 2,0454
1:15 3,8183 1,9092
1:16 3,5798 1,7899
1:17 3,3694 1,6847
1:18 3,1823 1,5911
1:19 3,0149 1,5074
1:20 2,8642 1,4321
MK2 1:20,020
SK 1:3.4286 (7:24)
DATEIANHÄNGE
Gruß
Jürgen
Beiträge: 3221
Registriert: Mi 17. Nov 2010, 11:54
Wohnort: Mainhattan,Paris,Lissabon
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von exuser221 » Mo 29. Jul 2019, 09:59
Ja
herrlich ![]()
also was ganz exotisches und keiner führt so etwas.
Gut das da ein Ersatz Futterflansch bei der Drehbank dabei gewesen ist, ich
hätte da natürlich noch gerne einen für eine Planscheibe.

Beiträge: 2240
Registriert: Fr 20. Mai 2011, 20:20
Wohnort: LKS Cuxhaven
![]()
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von schwarzfuss » Mo 29. Jul 2019, 19:33
Mo 29. Jul 2019, 09:59
Ja
herrlich ![]()
also was ganz exotisches und keiner führt so etwas.
Gut das da ein Ersatz Futterflansch bei der Drehbank dabei gewesen ist, ich
hätte da natürlich noch gerne einen für eine Planscheibe.
Warum
drehst du dir nicht selber einen Flansch ? Oberschlitten mit Messuhr auf
vorhandenen Kegel einstellen und erst einmal einen
Musterkegel herstellen (Tragbild mit Tuschierpaste kontr.) Wenn der Winkel
stimmt - > Feuer frei.
Evtl. gleich noch einen Flansch mehr herstellen.
Kole
Feut un norden Wind gift ’n krusen Büdel unn’n lütten Pint.
Rundmache: Knuth SH150/610S (FU-Betrieb)
Flachmache: TITAN TM45FG
Beiträge: 3221
Registriert: Mi 17. Nov 2010, 11:54
Wohnort: Mainhattan,Paris,Lissabon
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von exuser221 » Mo 29. Jul 2019, 21:06
Ja das
wird wohl darauf hinauslaufen, allerdings muss ich mich da hinarbeiten, so mit
Gewinde drehen usw. ![]()
Beiträge: 4
Registriert: Mo 12. Aug 2019, 20:29
![]()
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von Tooltic » Sa 31. Aug 2019, 16:38
Hallo
Booze,
Ich hatte dasselbe Problem, Bei AVM Italien habe ich dann eine Zeichnung
bekommen. Ich hoffe Sie ist hilfreich.
Hinweis von WIAP: Diese Spindel ist kleiner als eine L00
(470.76 KiB) 204-mal heruntergeladen
Gruss, Tooltic
Beiträge: 3221
Registriert: Mi 17. Nov 2010, 11:54
Wohnort: Mainhattan,Paris,Lissabon
Re: Frage zur Drehfutteraufnahme Angelini Drehmaschine
Beitrag von exuser221 » Sa 31. Aug 2019, 22:13
Danke @Tooltic
Formularbeginn
Formularende
14 Beiträge
· Nächste
Zurück zu „Industrie-Drehmaschinen“
· StartseitePortalForen-Übersicht
· Alle Zeiten sind UTC+02:00
· Alle Cookies des Boards löschen
· Das Team
Powered by phpBB® Forum Software © phpBB Limited
https://forum.zerspanungsbude.net/viewtopic.php?t=44153
Colchester Student Hakenschlüssel
13 Beiträge
Beiträge: 180
Registriert: Mi 16. Jul 2014, 21:55
Wohnort: Fuchstal
![]()
Colchester Student Hakenschlüssel
Beitrag von brennmeisterxl » Do 13. Feb 2020, 17:27
hallo
gestern ist meine 'neue' Colchester Student MK1.5 (roundhead, gap bed) geliefert
worden
jetzt hab ich wieder zu tun
zerlegen, in den Keller schleppen, putzen, reparieren, in Betrieb nehmen
was mir leider fehlt: der große Hakenschlüssel (c-spanner wrench), um die
Backenfutter von der Spindel zu lösen bzw. anzuziehen
hat jemand so einen lioegen oder kann mir jemand einen Tip geben, wo ich so
einen in Deutschland bekomme ?
danke schön !
ich berichte dann über den Wiederbelebungsfortschritt ...
DATEIANHÄNGE
Beiträge: 5414
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von elmech » Do 13. Feb 2020, 18:39
Aussendurchmesser der Mutter und Nutenbreite und Mutterdicke ? Der gezeigte Schlüssel hat einen Extrem langen Arm und bringt sinnlos zuviel Drehmoment, auf Material und die Verschraubung ! Der gehört, sofort entsorgt! Grüsse Andi
Beiträge: 1315
Registriert: Mi 21. Okt 2015, 16:59
Wohnort: 50226
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von bot » Do 13. Feb 2020, 19:06
Do 13. Feb 2020, 18:39
...
Der gezeigte Schlüssel hat einen Extrem langen Arm und bringt sinnlos zuviel
Drehmoment, auf Material und die Verschraubung ! Der gehört, sofort entsorgt!
Grüsse Andi
Das
Drehmoment hängt zwar vom Arm ab - aber von dem anderen.
Deshalb halte ich das Entsorgen für keine gute Idee.
Beiträge: 180
Registriert: Mi 16. Jul 2014, 21:55
Wohnort: Fuchstal
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von brennmeisterxl » Do 13. Feb 2020, 19:36
Leute
mal langsam
das ist de ORIGINALE colchester schlüssel
die spindelnase ist american L zero taper
der hat gehörig durchmesser
lasst mal gut sein mit 'entsorgen'
viele grüße

Beiträge: 1202
Registriert: Mi 8. Jun 2011, 17:10
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von houwdy » Do 13. Feb 2020, 19:43
Do 13. Feb 2020, 18:39
Aussendurchmesser der Mutter und Nutenbreite und Mutterdicke ? Der gezeigte Schlüssel hat einen Extrem langen Arm und bringt sinnlos zuviel Drehmoment, auf Material und die Verschraubung ! Der gehört, sofort entsorgt! Grüsse Andi
So ein
Blödsinn bei der Gleichung fließt
die Kraft auch noch ein und sonst kann man ihn näher greifen oder auch
abschneiden. ![]()
@elmech ![]()
lg Marian
SHW UF1 Fräsmaschine
3D Drucker
Optimum BF20L CNC
Optimum D 240 x 500 G wird gerade zur CNC
Storebro GK 195 Drehmaschine
STAHLWERK AC/DC WIG 200 Puls mit Plasma
STAHLWERK MAG 270 IGBT
DIY CNC PLASMA 2000X1000 80% fertig
Beiträge: 5414
Registriert: So 13. Aug 2017, 17:14
Wohnort: Mitteland Aarau/Olten
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von elmech » Do 13. Feb 2020, 21:02
Da habt ihr ja Alle Recht , aber die Masse der Mutter, braucht man doch schon, dann kann man schauen, ob man was passendes hat? Ein langer Hebel wird mit zuviel Kraft gezogen, das ist eine Tatsache und so werden Kurbeln, Handräder und eben Hebel auf eine durchschnittliche Krafteinbringung ausgelegt. Hätte meine Dornpresse einen 2m langen Hebel statt nur den mit 0,8 m , sie wäre mir schon lange zerbrochen! Wir haben im Betrieb noch alte Reiden Drehmaschinen mit den Langkegeln und da werden normale DIN Hackenschlüssel verwendet, die erschienen mir halt viel kürzer als das gezeigte Modell? Freundliche Grüsse Andi
Beiträge: 180
Registriert: Mi 16. Jul 2014, 21:55
Wohnort: Fuchstal
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von brennmeisterxl » Do 13. Feb 2020, 21:35
andi hi
die colchester hat inch und zoll
da wird ein DIN hakenschlüssel nicht passen
denk ich zumindest, ich lass mich aber gerne zu neuem belehren ![]()
youtube videos mit colchesters zeigen, daß die den schlüssel mit einem
nylonhammer ein bisserle schlagen, dann geht die mutter auf und zu
da wird nicht wie wilhem tell am hebel gezogen
ich kann morgen die mutter mal messen, die hat aber locker geschätze 200mm durch
messer ...
viele grüße

Beiträge: 5300
Registriert: Do 13. Feb 2014, 09:34
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von Oliver M » Do 13. Feb 2020, 21:43
Mess doch
einfach mal die Mutter nach ![]()
So ein Hakenschlüssel hat ja eigentlich immer 2 Größen eingeschlagen, deckt also
einen gewissen Bereich ab, da liegt auch eine Zoll Mutter drin.
Gruß Martin
So aufwändig
wie möglich und so einfach wie nötig ![]() (Hobby eben)
(Hobby eben)
Beiträge: 971
Registriert: Mi 14. Mär 2012, 13:26
Wohnort: Wien
Re: Colchester Student Hakenschlüssel
Beitrag von attagatta » Do 13. Feb 2020, 22:23
200 wird sie nicht haben. Ein Freund hat eine Voest mit L0 Kegel und ist mit seinem metrischen Hakenschlüssel mehr als zufrieden. Wenn die Größe der Mutter im Toleranzbereich des Schlüssels liegt passt das. Auf 5mm auf oder ab kommts da nicht an. LG, Jörg
Beiträge: 180
Registriert: Mi 16. Jul 2014, 21:55
Wohnort: Fuchstal
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von brennmeisterxl » Do 13. Feb 2020, 22:29
oki
danke euch
morgen wird gemessen
Colchester Student Hakenschlüssel
13 Beiträge
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: Colchester Student Hakenschlüssel
ZBeitrag von justjack3 » Fr 14. Feb 2020, 19:58
GEDORE 40 Z
135-145mm für L-0 Spindle Taper Locknut - ist das richtige - 30-40 € neu !
Gruß.
Beiträge: 180
Registriert: Mi 16. Jul 2014, 21:55
Wohnort: Fuchstal
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von brennmeisterxl » Fr 14. Feb 2020, 23:19
cool
danke
der hier ?
s-l500.jpg (29.16 KiB) 574 mal betrachtet
Beiträge: 133
Registriert: Sa 17. Aug 2019, 21:45
![]()
Re: Colchester Student Hakenschlüssel
Beitrag von justjack3 » Sa 15. Feb 2020, 00:38
Ja genau der, ![]()
Gruß.
Formularbeginn
Formularende
https://www.smartlathe.com/blogs/lathe-spindle-nose-identification-chart

chrome-extension://efaidnbmnnnibpcajpcglclefindmkaj/https://store.bison-chuck.com/uk/en/amfile/file/download/file/1271/product/140/
chrome-extension://efaidnbmnnnibpcajpcglclefindmkaj/https://store.bison-chuck.com/uk/en/amfile/file/download/file/1271/product/140/
Noch vor 2 Wochen April 2024, hat KI falsche Daten geliefert- L00 war grösser als L0 und sie stimmten nicht? Jetzt schon besser.
Natürlich, ich kann Ihnen Informationen zu Langkegel-Drehmaschinen-Spindelköpfen vom Typ L geben! Langkegel-Spindelköpfe sind spezielle Werkzeugaufnahmen für Drehmaschinen, die eine präzise und stabile Verbindung zwischen dem Werkzeug und der Maschine ermöglichen. Hier sind einige wichtige Details zu den Langkegel-Spindelköpfen vom Typ L:
· Typ L (Langkegel): Diese Spindelköpfe haben einen Langkegel und werden oft für spezielle Anwendungen verwendet.
· Maße: Die Abmessungen variieren je nach Größe des Spindelkopfs. Hier sind einige Beispiele:
·
o L00: Durchmesser 69,850 mm, Gewinde 3/4-6 UNS, Mitnehmergröße 50,800 mm.
o L0: Durchmesser 82,550 mm, Gewinde 4 1/2-6 UNS, Mitnehmergröße 60,325 mm.
o L1: Durchmesser 104,775 mm, Gewinde 6-6 UNS, Mitnehmergröße 73,025 mm.
o L2: Durchmesser 133,350 mm, Gewinde 7 3/4-5 UNS, Mitnehmergröße 85,725 mm.
o L3: Durchmesser 165,100 mm, Gewinde 10 3/8-10 UNS, Mitnehmergröße 98,425 mm.
· Gewindelöcher: Die Spindelköpfe haben Gewindelöcher im Flansch, die für die Befestigung von Werkzeugen oder Spanneinrichtungen verwendet werden.
· Mitnehmer: Der Mitnehmer ist der Teil des Spindelkopfs, der das Werkzeug hält und die Drehbewegung überträgt.
· Camlockbolzen: Diese Bolzen dienen zur schnellen und sicheren Befestigung von Werkzeugen.
Der Verein Wiap International organsiert und erstellt vor allem Unterlagen für die Ausbildung von Berufsleuten
Wiap International, Industriestrasse 48, Hallenteil L, CH 4657 Dulliken
Jim Widmer, Sven Widmer, Iris Widmer, Aliona Negre
2024 Mai.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
